高德数控做了十几年金属带锯床和锯切方案配套,发现客户报修里,至少有40%的"锯条质量问题"其实本质上是选齿数错了。下面把车间里老技工的经验整理出来,帮您少废锯条、少停机。
锯切时锯齿同时接触工件太少,每个齿背的负荷就会暴增,结果就是:锯齿崩裂、整排拉掉+切口歪斜、锯缝跑偏锯条寿命从预期几个月缩到几天,核心原因就是齿距(TPI)跟工件截面不匹配。
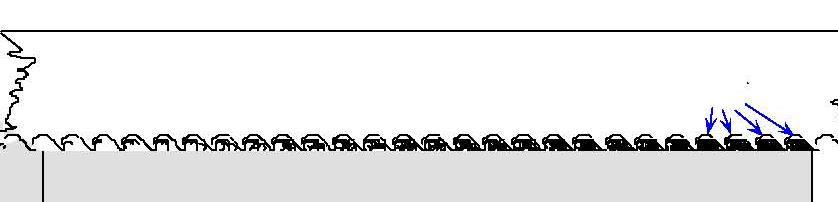
记住两个硬规矩:3齿原则&24齿原则
3齿原则: 任何时间与工件接触的齿数应不少于三个齿。因为可以减少每个齿的负荷,减少掉齿,减少拉齿。

24齿原则:任何时间与工件接触的齿数应不多于24个齿。因为可以减少齿槽的负荷,以及带锯的偏摆。齿槽负荷过大将造成各种各样的问题,包括齿的剥离、锯切形状弯曲、掉齿,以及锯带断裂。锯带的偏摆将造成锯切的位置变动以及弯曲,造成锯带的断裂。
实际生产中影响锯切效果的还有:
您用的带锯床型号 / 线速度范围 / 张紧力设定
工件具体材质(304不锈钢≠45号钢≠铝合金)和截面形状(实心/空心/异型)
您期望的单刀耗时 vs 锯条成本平衡点
高德数控金属带锯床厂家
主营:半自动带锯床+数控带锯床+角度带锯床 +金属锯切整线配套
服务:提供免费锯切试样,上门安装调试!
锯条选型指导,请来电咨询!周经理18363256799